Nei moderni motori di alte prestazioni le bielle sono soggette a stress meccanici imponenti (in questo articolo abbiamo trattato del loro dimensionamento). Le forze d’inerzia sono particolarmente critiche perché le sollecitano a trazione, non solo inducendo deformazioni elastiche nella testa (con conseguenze negative sulla circolarità dell’occhio) ma addirittura tentando di separare il cappello. Logico quindi che proprio all’ottenimento di una elevata rigidezza della testa sia dedicata la massima attenzione in fase di progetto. Sono quindi essenziali una corretta disposizione e un adeguato dimensionamento delle viti di fissaggio del cappello, per le quali devono essere impiegati materiali dalle caratteristiche meccaniche molto elevate. E pure la procedura di fissaggio deve essere studiata con grande cura.
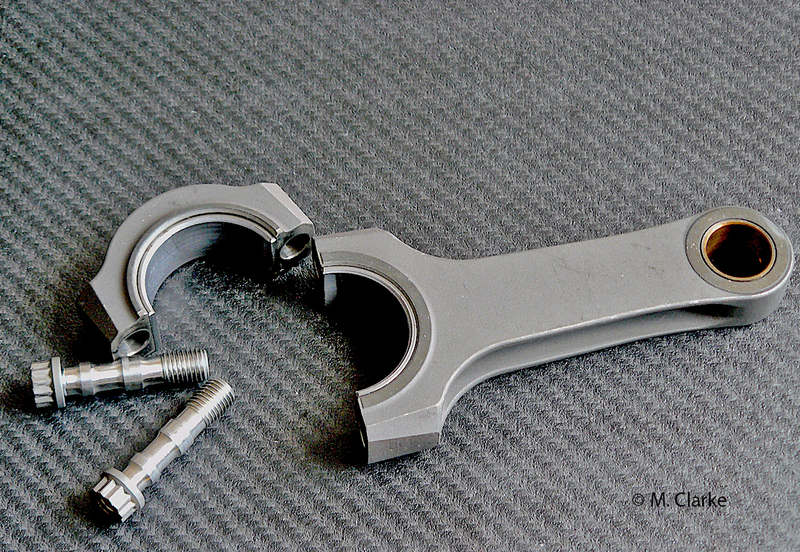
Questa biella in lega di titanio di un motore da competizione degli anni Novanta ha il fusto con sezione ad H rovesciata. Il cappello viene fissato con due viti mordenti in superlega, dotate di gambo calibrato per il centraggio del cappello e di filettatura ottenuta per rullatura
Le viti possono essere passanti, e quindi andarsi ad inserire in un dado, oppure mordenti. In questo secondo caso, che può permettere una lieve diminuzione del peso e un disegno più razionale della testa di biella, si avvitano direttamente nel materiale di quest’ultima. Si tratta di componenti di importanza assolutamente vitale, che non solo devono impedire il distacco tra le superfici di unione del cappello e della biella, ma devono pure contribuire al mantenimento della corretta geometria dell’occhio anche nelle più severe condizioni di funzionamento. Vengono perciò realizzati con materiali dotati di una resistenza a trazione molto alta. Nella maggior parte dei modelli di serie si impiegano in genere acciai legati da bonifica, ma nei motori di potenza specifica più elevata si utilizzano superleghe, prodotte da aziende specializzate, che possono arrivare ad avere una resistenza a trazione anche prossima a 2000 MPa. Le filettature delle viti più sollecitate vengono ottenute per rullatura e non per lavorazione con asportazione di truciolo, in modo da non tagliare le fibre del materiale.
Nei motori spinti in genere oggi questi componenti devono essere stretti in più fasi. E talvolta il costruttore prescrive non di rilevare la coppia finale ma l’allungamento subito dalla vite in seguito al serraggio. Quest’ultimo non deve causare deformazioni sensibili nell’occhio della testa di biella (in una qualche misura sono inevitabilmente presenti, ma di ciò si tiene debito conto in fase di progetto). Le bronzine sono rastremate in prossimità della zona dove i due semigusci si uniscono anche per questo motivo, oltre che per evitare che durante il funzionamento le distorsioni dovute alle forze d’inerzia possano avere effetti negativi.
Un sistema largamente impiegato per il centraggio del cappello delle bielle dei motori di potenza specifica molto elevata prevede il ricorso a due grani calibrati, ben visibili nella foto
Un preciso posizionamento del cappello in fase di montaggio è assolutamente essenziale per mantenere la giusta geometria dell’occhio. Non sono ammessi neanche piccoli scalini nelle zone di unione e pure nelle condizioni di funzionamento più severe il cappello non deve essere soggetto ad alcuno spostamento.
Per ottenere un accurato “centraggio” (come spesso viene definito il posizionamento corretto) ci sono varia possibilità. Spesso si impiegano due bussole calibrate, attraverso le quali passano i gambi delle viti.
Una prima alternativa è costituita dalla utilizzazione di viti con il gambo calibrato nella parte centrale, che si va ad inserire di precisione nei fori del cappello e della biella. Nei motori di prestazioni molto elevate spesso si utilizzano due piccoli grani calibrati, che si “piantano” nelle superfici di unione assicurando un posizionamento reciproco molto accurato.
La Yamaha ha dotato il motore della sua più recente R1 di bielle realizzate con una lega di titanio che consente di adottare per il centraggio del cappello il sistema delle superfici di frattura coniugate
Di recente hanno iniziato a diffondersi in misura via via crescente bielle nelle quali il centraggio del cappello viene ottenuto per mezzo di superfici di frattura coniugate. Si tratta di un sistema che assicura una grande precisione e che presenta anche vantaggi sotto l’aspetto economico (minor numero di lavorazioni). Può essere impiegato, però solo con alcuni acciai. Il cappello deve infatti essere separato dalla biella, ancora grezza, con una rottura fragile, ossia netta, senza che avvenga una deformazione plastica. Ciò limita notevolmente la possibilità di scelta, a livello di materiali.
Di recente la Yamaha ha messo in produzione, per la sua ultima R1, bielle realizzate in una lega di titanio che consente di impiegare questa tecnologia. Nei motori da competizione si impiegano gli altri sistemi e non quello che prevede superfici di frattura coniugate. Di particolare interesse è l’adozione di denti triangolari sulle superfici di unione, ai quali vanno ad aggiungersi due grani calibrati.
La scuola euroepa prevede che nel piede della biella venga installata una bussola in bronzo. I costruttori giapponesi però hanno sempre preferito fare lavorare lo spinotto direttamente sull’acciaio della biella
Le bielle possono essere guidate assialmente alla testa, ossia tra gli spallamenti dell’albero (ai lati del perno di manovella), oppure al piede, tra le portate del pistone. In questo secondo caso, che viene impiegato piuttosto raramente, tra le superfici dei due componenti ha luogo un movimento di entità minore, e con una velocità nettamente inferiore, rispetto all’altro.
La scuola classica, per quanto riguarda i costruttori europei, prevede che nel piede della biella venga installata una bussola in bronzo (o in acciaio con un sottile strato di materiale antifrizione). I costruttori giapponesi però hanno sempre preferito fare lavorare lo spinotto direttamente sull’acciaio della biella, con l’occhio del piede ovviamente dotato di una elevata finitura superficiale.
Le bielle in titanio sono sempre state dotate di una bussola. Di recente però diversi spinotti hanno cominciato ad essere muniti di un riporto di DLC (diamond like carbon), cosa che rende superfluo l’impiego di una bussola, indipendentemente dal fatto che la biella sia in acciaio o in titanio.
Nei motori da competizione si impiegano talvolta bielle con un disegno decisamente particolare. Questa, in lega di titanio, veniva prodotta dalla austriaca Pankl (cioè l’azienda più famosa in questo settore), per un V10 di Formula Uno dei primi anni Duemila
Le bielle dei motori di serie, con l’unica eccezione della più recente Yamaha R1, sono invariabilmente in acciaio. La soluzione usuale, per le realizzazioni di elevate prestazioni, prevede l’uso di acciai da bonifica, legati con cromo, molibdeno e assai spesso anche nichel. Questi materiali hanno resistenze a trazione che vanno da 950 a 1200 MPa. Da alcuni anni i costruttori giapponesi stanno impiegando su svariate moto di loro fabbricazione bielle in acciaio da cementazione con cromo, manganese e silicio; questo materiale consente anche di utilizzare il sistema di centraggio del cappello con superfici di frattura coniugate.
Nei motori da competizione si impiegano bielle in lega di titanio (la più utilizzata è la Ti 6Al 4V, contenente alluminio e vanadio), che vengono ottenute per forgiatura o dalla lastra, mediante taglio ad acqua. Questa lega ha una resistenza a trazione analoga a quella degli acciai da bonifica dei quali si è detto in precedenza. La densità del titanio è del 42% inferiore a quella dell’acciaio. Il modulo elastico di gran lunga minore rende però necessarie sezioni più ampie; la diminuzione del peso peso rimane pur sempre rimarchevole.
Abbiamo notato che stai usando uno strumento che blocca gli annunci pubblicitari
Disattiva l'Ad Blocker e naviga gratuitamente
Dopo aver disattivato l'Ad Block
Abbonati per navigare senza pubblicità
Disdici quando vuoi
Come disattivare l'Ad Blocker
Fai clic sull'icona dell'estensione per il blocco annunci installata sul tuo
browser. In genere l'icona si trova nell'angolo in alto a destra dello schermo. Potrebbero
essere installati più blocchi annunci.
Segui le istruzioni per disattivare il blocco annunci sul sito.
Potresti dover selezionare un'opzione del menu o fare clic su un pulsante.
Aggiorna la pagina seguendo le istruzioni o facendo clic sul pulsante
"Aggiorna" o "Ricarica" del browser.








![Dacia Bigster: un socio in affari che punta allo spazio [VIDEO]](https://img.stcrm.it/images/45282857/400x/immagine-2025-07-08-171037.jpeg)
![Le BMW 2026 cambiano vestito. Dalla R 1300 GS alla M 1000 XR: ecco tutte le nuove colorazioni [GALLERY]](https://img.stcrm.it/images/45280632/400x/p90608203-highres.jpeg)

![MotoGP. Ducati 2024-2025, i dettagli tecnici [GALLERY]](https://img.stcrm.it/images/41894885/400x/foto-ducati-06.jpeg)
![Hai la MOLLA giusta? Andreani Group ci spiega come sceglierla correttamente! [VIDEO]](https://img.stcrm.it/images/41170255/400x/andreani-group.jpeg)
