La perfezione non appartiene al nostro mondo. In molti casi si cerca di avvicinarla, ma ci sono dei limiti, principalmente legati ai procedimenti produttivi. Per fortuna però in molti casi più di tanto non serve spingersi perché le cose funzionano lo stesso in maniera più che soddisfacente. Per questo motivo i costruttori non indicano giochi di montaggio rigorosi, ma un campo all’interno del quale essi vanno comunque bene.
Ad esempio, per l’accoppiamento tra un perno di banco e una bronzina può essere prescritto un gioco compreso tra 0,020 e 0,045 mm. Per quanto riguarda gli scostamenti dalla geometria ideale (non è possibile realizzare un pezzo perfettamente rotondo o perfettamente piano, qualche minimo errore di forma esiste sempre), le case indicano invece i massimi valori ammissibili. Fino a qualche anno fa per i perni dell’albero a gomiti veniva prescritta una massima conicità, al montaggio, dell’ordine di 0,005 mm (cioè 5 micron); oggi in certi casi si è scesi addirittura leggermente al di sotto di tale valore.
Se si tratta di un motore da corsa spesso si effettuano lavorazioni più precise di quelle utilizzate nei modelli di serie; si adottano cioè tolleranze dimensionali e geometriche più ristrette, con l’obiettivo di migliorare il rendimento meccanico anche a livello dei minimi dettagli, nonostante il fatto che i costi così aumentino in modo esponenziale.
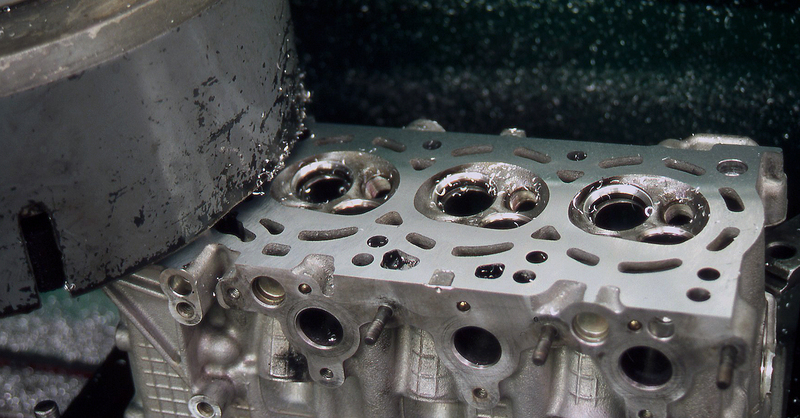
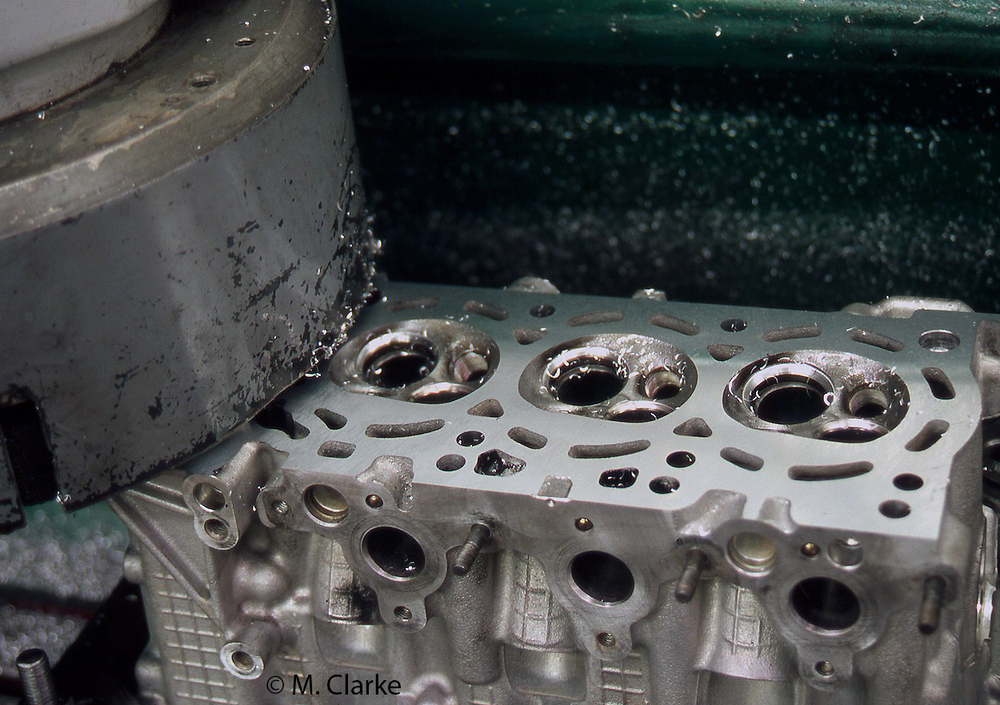
Per quanto siano accurate le lavorazioni, inevitabilmente si verificano degli errori. Su scala macro ci sono quelli geometrici come convessità e concavità, per le superfici piane, e conicità e ovalizzazione per gli organi cilindrici. Su scala microscopica si entra nel campo della rugosità: la lavorazione crea sulla superficie tante piccole irregolarità.
Si tratta di una serie di vere e proprie creste e valli, di forma molto irregolare, che si susseguono. La distanza che le separa (cioè il “passo”) è estremamente piccola e lo stesso vale per l’altezza che, con lavorazioni in grado di generare una elevata finitura superficiale, può essere nettamente inferiore al micron.
La rugosità impartita alle superfici dipende dal tipo di lavorazione, dalle modalità con le quali essa viene effettuata, dalle condizioni degli utensili e dalla granulometria degli abrasivi eventualmente utilizzati.
Una elevata finitura superficiale, oltre a poter migliorare il rendimento meccanico (almeno in certi casi), può avere una grande importanza per la durata dei componenti. Non solo può risultare infatti vantaggiosa ai fini dell’usura ma può anche fare aumentare assai considerevolmente la durata a fatica. Per diversi organi meccanici questo può essere vitale.
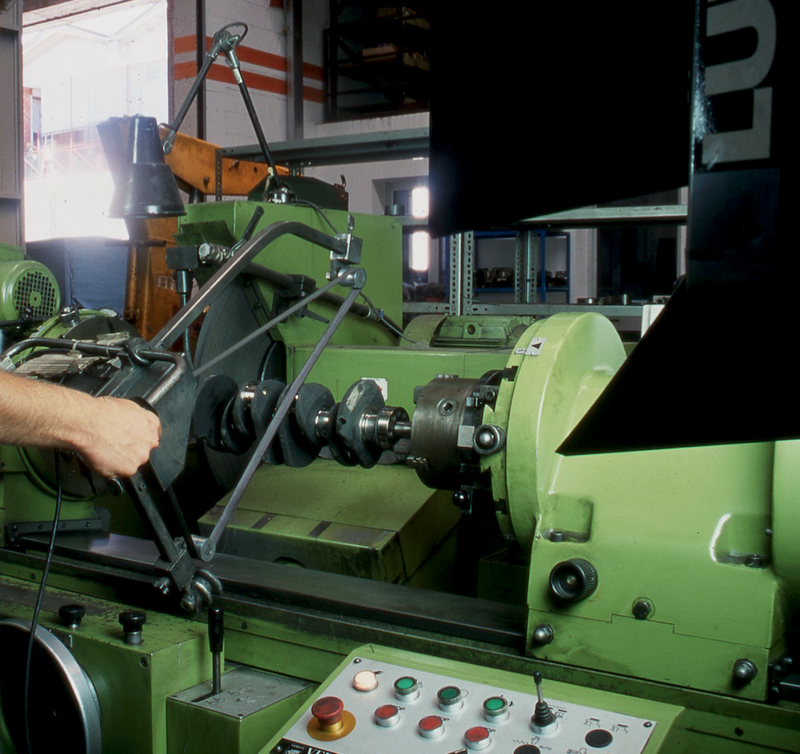
Successivamente i perni vengono sottoposti a lucidatura, che si effettua con nastri o tamponi impregnati con abrasivo finissimo. Durante questa operazione, che comporta una rimozione di materiale assolutamente minima, l’albero ruota in direzione opposta a quella in cui girava durante la rettifica
Le finiture più elevate si ottengono con lavorazioni che prevedono l’impiego di particelle abrasive di piccole dimensioni, che possono essere incorporate in una mola rotante o in pietre per levigatura, essere fissate ad un nastro, impregnare un tampone o essere sciolte e venire trasportate da un fluido.
Le mole si impiegano per le operazioni di rettifica, largamente utilizzate per i perni degli alberi a gomiti, le camme, le valvole e vari altri componenti. La finitura che si può ottenere è molto buona, ma non di rado ne occorre una migliore. Nel caso dei perni di banco e di biella a tale lavorazione si fa seguire una lucidatura, che si effettua facendo girare l’albero in senso opposto a quello di rettifica. Le microasperità lasciate da quest’ultima infatti sono “coricate” e vanno asportate onde salvaguardare l’integrità delle bronzine (che all’avviamento effettivamente contattano i perni).
Le lavorazioni tradizionali che consentono di ottenere le minori rugosità sono la superfinitura, la lappatura e la lucidatura. Ad esse si sono recentemente aggiunti un paio di processi che prevedono la formazione di uno strato di conversione superficiale (da attacco chimico) il quale viene successivamente rimosso con un sistema vibratorio; l’asportazione di materiale interessa le sole creste, il che consente di ottenere una finitura elevatissima. Quest’ultima è indispensabile, ad esempio, per poter poi depositare sulla superficie un sottile strato di DLC (Diamond Like Carbon), riporto il cui uso si va diffondendo in misura sempre maggiore sui motori di serie di alte prestazioni, dopo essersi imposto su quelli da competizione.
C’è un’altra categoria di imperfezioni geometriche, intermedia tra quelle su scala macro (errori di forma) e su scala micro (rugosità). È costituita dalle ondulazioni, che in genere sono dovute alle vibrazioni dell’utensile o della mola. Nel caso di organi cilindrici, come i perni degli alberi, queste ultime causano delle lobature.
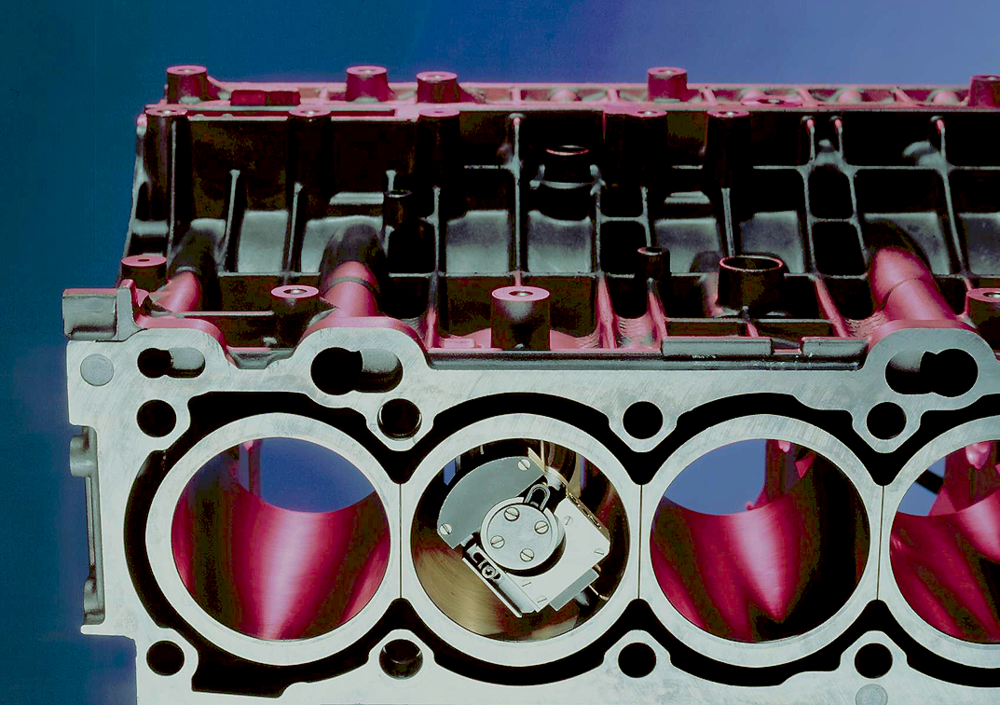
Per quanto riguarda la rugosità, le canne dei cilindri fanno storia a sé. Ciò che conta nel loro caso è la microtopografia della superficie di lavoro, che deve essere tale da assicurare una adeguata ritenzione e una buona distribuzione dell’olio. Per questa ragione di norma esse vengono finite mediante levigatura con pietre abrasive rotanti e traslanti, che lasciano sulle loro pareti un reticolo di piccoli solchi (chiaramente visibili a occhio nudo) i quali si incrociano secondo un certo angolo.
Sembra infine opportuno ricordare che, anche se sono lavorate con accuratezza estrema, due superfici dalla eccellente planarità e dalla elevata finitura superficiale una volta a contatto si toccano in effetti solo con le loro microasperità più accentuate, ovvero con i picchi più alti delle “creste”. Questo significa che la superficie di contatto reale è di gran lunga più piccola di quella geometrica (cioè apparente).
Aumentando il carico con il quale le due superfici sono premute una contro l’altra, le microasperità si deformano e la superficie di contatto reale aumenta, anche se rimane nettamente inferiore a quella apparente.
Abbiamo notato che stai usando uno strumento che blocca gli annunci pubblicitari
Disattiva l'Ad Blocker e naviga gratuitamente
Dopo aver disattivato l'Ad Block
Abbonati per navigare senza pubblicità
Disdici quando vuoi
Come disattivare l'Ad Blocker
Fai clic sull'icona dell'estensione per il blocco annunci installata sul tuo
browser. In genere l'icona si trova nell'angolo in alto a destra dello schermo. Potrebbero
essere installati più blocchi annunci.
Segui le istruzioni per disattivare il blocco annunci sul sito.
Potresti dover selezionare un'opzione del menu o fare clic su un pulsante.
Aggiorna la pagina seguendo le istruzioni o facendo clic sul pulsante
"Aggiorna" o "Ricarica" del browser.


![MotoGP 2025. GP di Argentina. FP1: Marc Marquez subito davanti a tutti, Pecco Bagnaia 16° [RISULTATI]](https://img.stcrm.it/images/42987410/400x/marc-marquez-venerdi.jpeg)

![MotoGP. Ducati 2024-2025, i dettagli tecnici [GALLERY]](https://img.stcrm.it/images/41894885/400x/foto-ducati-06.jpeg)
![Hai la MOLLA giusta? Andreani Group ci spiega come sceglierla correttamente! [VIDEO]](https://img.stcrm.it/images/41170255/400x/andreani-group.jpeg)
