Negli ultimi anni di è andati verso strutture e sistemi produttivi sempre più razionali indipendentemente dai materiali utilizzati. E si è cercato anche di eliminare i telai
L’aumento delle prestazioni dei motori che ha avuto luogo nel corso degli anni non poteva non interessare anche la parte ciclistica.
E infatti tanto le sospensioni quanto i freni hanno subìto una importante evoluzione. Pneumatici sempre più performanti hanno consentito di trasmettere al suolo forze maggiori, e questo ha tra l’altro permesso di sviluppare freni più potenti (che altrimenti avrebbero avuto ben poco senso, dato che non sarebbe stato possibile sfruttarli a fondo).
A loro volta forze frenanti più elevate avrebbero messo in crisi la sospensione anteriore, se anch’essa non si fosse evoluta. Insomma, lo sviluppo dei vari organi e sistemi che costituiscono la parte ciclistica è andato avanti a braccetto, interessando ovviamente anche i telai.
In questo settore, dopo che per le moto di prestazioni più elevate è iniziata l’era dell’alluminio, l’evoluzione è proseguita interessando sia la geometria e il dimensionamento che le modalità utilizzate per realizzare tali componenti. Era ovvio che i telai dovevano essere costituiti da più parti unite mediante saldatura.
Un primo punto che i tecnici hanno dovuto considerare con la massima attenzione è che non tutte le leghe di alluminio sono saldabili. Un altro è che dopo la saldatura i telai realizzati con alcune leghe possono non richiedere alcun trattamento termico mentre per altri (realizzati con leghe diverse) esso è invece necessario.
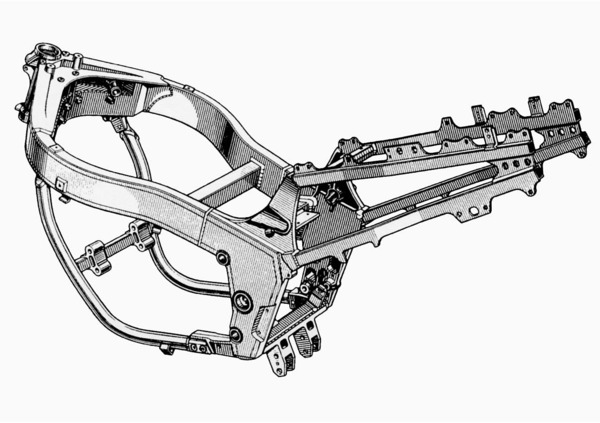
Per la sua 1000 con motore V4 l’Aprilia ha realizzato un telaio con travi scatolate in lamiera che anteriormente e posteriormente si uniscono a parti fuse
Bisogna anche dire che sovente occorreva unire parti in leghe differenti. In genere se ne impiegava una adatta alla fusione in conchiglia per la zona del cannotto di sterzo, onde ottenere agevolmente una struttura scatolata, e una da lavorazione plastica per gli altri pezzi, prodotti con procedimenti come l’estrusione o la sagomatura alla pressa di lamiere. Pure per le grosse piastre con gli attacchi posteriori per il motore e il fulcro del forcellone si è fatto generalmente ricorso alla fusione sin dai primi telai in alluminio.
La parte anteriore, nella quale era ricavato il cannotto di sterzo, in alcuni casi era però in lamiera scatolata; tale soluzione comportava svariati pezzi e numerose saldature ed era meno conveniente dal punto di vista economico rispetto alla saldatura. In seguito per i modelli destinati ad essere costruiti in gran serie, per ragioni economiche e di razionalità costruttiva si è diffusa la soluzione che prevede che l’intero telaio sia costituito da parti ottenute per fusione.
Inizialmente si è fatto ricorso alla colata per gravità. Come noto, quando i volumi di produzione sono molto elevati, sotto l’aspetto dei costi risulta però più conveniente utilizzare la pressofusione, processo fusorio che comporta elevati investimenti iniziali.
In questo modo si possono realizzare pareti sottili e ottenere tolleranze dimensionali e geometriche ristrette. Però non è possibile produrre pezzi con cavità interne e sottosquadri.
Inoltre, il velocissimo riempimento dello stampo non consente la totale eliminazione dell’aria e impartisce un movimento turbolento al metallo liquido; in seno a quest’ultimo si formano quindi tante piccole bolle e una volta solidificati i pezzi presentano una elevata microporosità interna.
Per tale ragione le parti così ottenute non possono essere sottoposte al trattamento di bonifica (importante in quanto migliora in misura assai cospicua le caratteristiche meccaniche). La cosa decisamente più grave, per quanto ci riguarda, è che esse non sono saldabili. Per tale ragione anni fa ci sono stati alcuni esempi di telai pressofusi realizzati in parti che venivano unite mediante viti e spine (indispensabili per il corretto posizionamento).
In seguito però si è fatto ricorso a processi di colata in conchiglia a media pressione e sono stati messi a punto dei sistemi di pressofusione sotto vuoto che permettono di realizzare componenti nei quali il materiale ha una microporosità molto ridotta, ossia tale da consentire tanto il trattamento termico di bonifica quanto la saldatura.
I telai a traliccio in tubi di acciaio consentono di ottenere una eccellente rigidezza, che spesso può essere abbinata a un peso assai contenuto. Case come la Ducati e la KTM (l’immagine si riferisce a una moto di sue fabbricazione) li impiegano su una notevole varietà di modelli
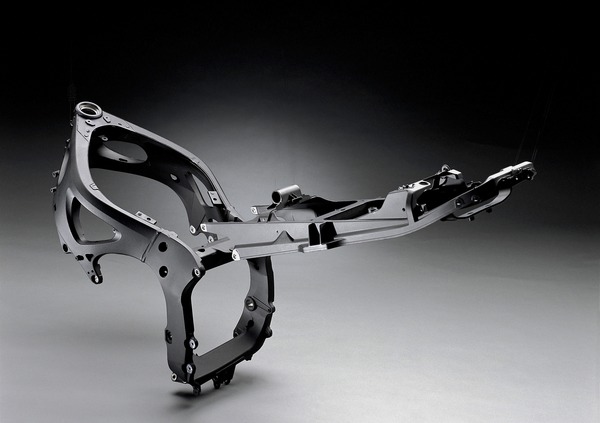
I telai ottenuti per fusione sono largamente impiegati per le moto di serie. Per quelle da competizione si adotta invece la soluzione che prevede travi realizzate con lamiera sagomata e due grosse piastre posteriori lavorate dal pieno (meno frequentemente sono fuse). Di recente per le moto da Gran Premio sono stati anche realizzati telai formati da parti interamente ottenute mediante lavorazione meccanica.
Le leghe da fonderia impiegate contengono generalmente dal 7% al 9% di silicio. Per quanto riguarda quelle da lavorazione plastica, si utilizzano leghe delle serie 5000 e 6000, rispettivamente al magnesio e al magnesio-silicio, oppure della serie 7000 (allo zinco), purché prive di rame, come la 7003 (largamente utilizzata dai costruttori giapponesi) e la 7020.
Nonostante il grande successo dell’alluminio, l’acciaio non è certo scomparso dalla scena. Viene largamente impiegato per i telai delle custom, delle naked, delle tourer e delle classic style bikes.
E anche di eccellenti sportive prodotte dalla Ducati e dalla KTM. Questi due costruttori utilizzano strutture a traliccio, più razionali di quelle a culla per le stradali di elevate prestazioni. La casa di Borgo Panigale, fondamentale per il lancio dei telai di questo tipo (li ha impiegati fin dai primi anni Ottanta), utilizza il motore come elemento che completa inferiormente il telaio.
In diverse case il fulcro del forcellone (o del braccio oscillante) è alloggiato direttamente nella parte posteriore del basamento del motore. Questa soluzione ha consentito la realizzazione di telai “pivotless”, nei quali la parte posteriore è assente in quanto sostituita dal basamento stesso.
In alcuni suoi modelli la BMW ha addirittura eliminato il telaio, sostituendolo con il blocco motore-cambio, al quale vengono fissati mediante viti due telaietti ausiliari (anteriore e posteriore, per il supporto della sella e del parafango), realizzati in tubi di acciaio.
Da alcuni anni a questa parte hanno una buona diffusione i telai “misti”, costituiti da una parte anteriore in tubi di acciaio (in genere con struttura a traliccio) e da una posteriore in lega di alluminio (piastre con attacchi per il motore e fulcro del forcellone).
Abbiamo notato che stai usando uno strumento che blocca gli annunci pubblicitari
Disattiva l'Ad Blocker e naviga gratuitamente
Dopo aver disattivato l'Ad Block
Abbonati per navigare senza pubblicità
Disdici quando vuoi
Come disattivare l'Ad Blocker
Fai clic sull'icona dell'estensione per il blocco annunci installata sul tuo
browser. In genere l'icona si trova nell'angolo in alto a destra dello schermo. Potrebbero
essere installati più blocchi annunci.
Segui le istruzioni per disattivare il blocco annunci sul sito.
Potresti dover selezionare un'opzione del menu o fare clic su un pulsante.
Aggiorna la pagina seguendo le istruzioni o facendo clic sul pulsante
"Aggiorna" o "Ricarica" del browser.







![Zam, a tutto gas #211. Marco Rigamonti, la Ducati, Marc Marquez [PODCAST]](https://img.stcrm.it/images/25519179/400x/podcast-zam.jpeg)

![MotoGP. Ducati 2024-2025, i dettagli tecnici [GALLERY]](https://img.stcrm.it/images/41894885/400x/foto-ducati-06.jpeg)
![Hai la MOLLA giusta? Andreani Group ci spiega come sceglierla correttamente! [VIDEO]](https://img.stcrm.it/images/41170255/400x/andreani-group.jpeg)
