Eccoci arrivati ai diversi tipi di fibre utilizzati nel nostro settore. Gli impieghi più tipici e le varie tecnologie impiegate per la produzione dei componenti in materiale composito | M. Clarke
Le fibre sono comparse nel mondo della tecnica un poco in sordina, assai prima che iniziasse il vero e proprio boom che ha avuto luogo a partire dalla metà degli anni Settanta. Le prime ad essere impiegate a livello industriale, con notevole anticipo rispetto alle altre, sono state quelle di vetro. Per l’esattezza, erano del tipo in seguito contraddistinto dalla lettera E, e hanno cominciato a essere disponibili commercialmente negli USA nel corso degli anni Trenta.
Benemerita qui è la Owens-Corning, ditta fondata in tale periodo proprio per sviluppare e produrre questo nuovo materiale. Dopo alcuni impieghi nel settore aeronautico, per parti non strutturali, i compositi a base di fibra di vetro (GFRP) sono stati largamente utilizzati a partire dagli anni Quaranta per costruire scafi per imbarcazioni e in seguito hanno trovato ampio impiego in un gran numero di settori.
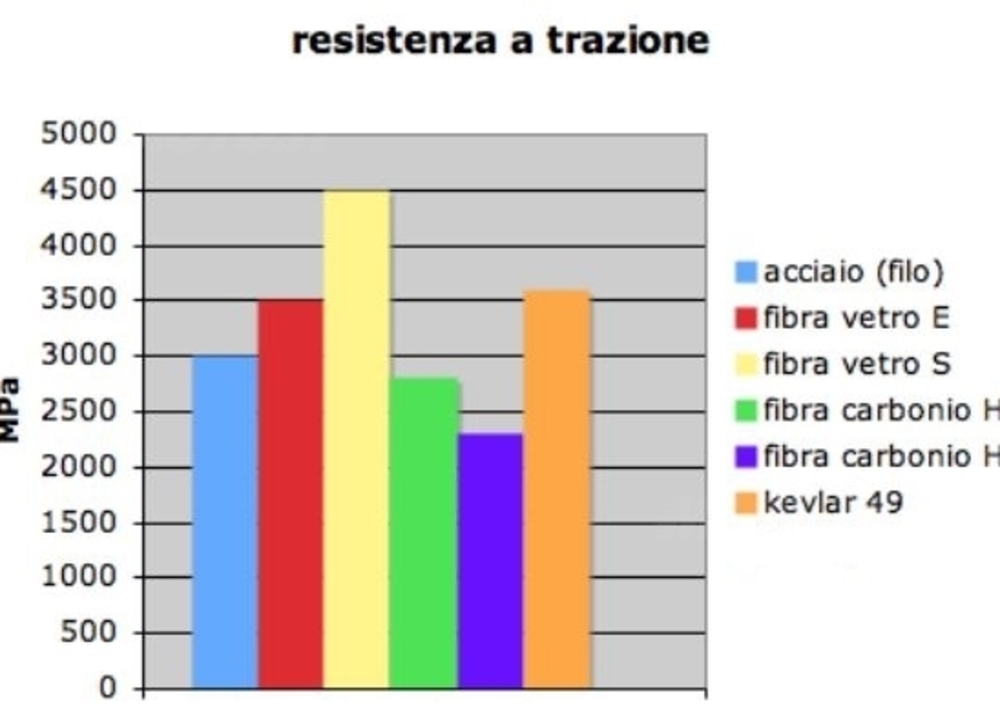
Alla fibra di vetro E, economica e dalle buone caratteristiche complessive, negli anni Sessanta si è affiancata la S, assai superiore in particolare per quanto riguarda la resistenza a trazione, ma anche molto più costosa, che ha rapidamente ottenuto un notevole successo, soprattutto in campo aeronautico. In seguito è entrata in commercio una versione, contraddistinta dalla sigla S2, dal costo sensibilmente inferiore (anche se ancora nettamente più alto rispetto a quello della fibra di vetro E). Le fibre di vetro vengono impiegate come elementi resistenti in molte cinghie. I compositi che utilizzano queste fibre hanno una grande varietà di applicazioni, dalle pale delle eliche alle canoe, alle imbarcazioni da diporto, ai tubi, alle balestre e via dicendo.
Le fibre di carbonio
I primi filamenti di carbonio sono stati prodotti per le lampadine sul finire dell’Ottocento, ma sono rapidamente scomparsi dalla scena, senza lasciare in pratica alcuna traccia. Perché cominciassero gli studi sulle vere e proprie fibre di carbonio è stato necessario attendere i primi anni Sessanta. Dopo un brevetto del giapponese Shindo del 1961, sono stati gli inglesi a mettere in piedi un importante programma di ricerca e sviluppo, sfociato nella presentazione delle prime fibre utilizzabili nella pratica (1966) e quindi nella loro commercializzazione, attorno al 1970.
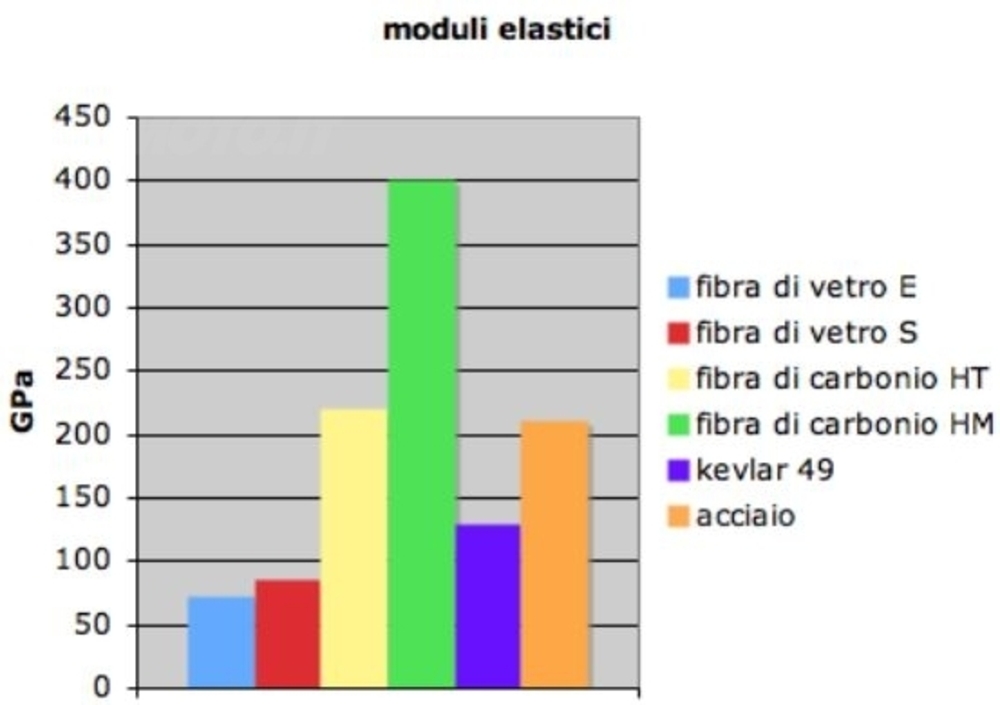
Inizialmente queste fibre venivano suddivise in due gruppi: quelle ad alta resistenza (HT o HS) e quelle ad alto modulo (HM), caratterizzate da una straordinaria rigidezza. Successivamente sono apparse altre “versioni” (modulo intermedio, modulo ultra-alto…) e oggi sono disponibili numerosi tipi differenti.
Il materiale di partenza, detto “precursore”, può essere il poliacrilonitrile (PAN) o il catrame; le caratteristiche delle fibre che si ottengono possono essere abbastanza diverse nei due casi.
Il procedimento produttivo è costituito da una pirolisi controllata; dopo una prima fase di stabilizzazione a 200-300 °C in atmosfera ossidante, ha luogo una carbonizzazione, che si verifica portando la temperatura a circa 1.500 °C, in atmosfera inerte. In questo modo si ottengono le fibre con la miglior resistenza a trazione. Per ottenere quelle con il modulo elastico più elevato si effettua la grafitizzazione, a una temperatura dell’ordine di 2.600 °C o poco più (anche in questo caso in atmosfera inerte).
I compositi a base di fibre di carbonio si sono rapidamente affermati, dapprima in campo aeronautico e quindi anche in tanti altri settori. Per quanto riguarda le auto da competizione, la prima monoposto di Formula Uno con la scocca realizzata interamente con questo materiale è stata la McLaren MP4, apparsa verso la fine del 1980.
Nei settori automotive e aeronautico viene maggiormente utilizzato il Kevlar 49. Lo troviamo, tra l’altro, nelle cinghie e nei pneumatici
Le fibre aramidiche sono entrate in scena grazie alla DuPont, grande azienda chimica americana, che ha iniziato a commercializzarle nel 1971. Quella di gran lunga più nota e più impiegata è stata denominata Kevlar e viene prodotta in più versioni. I punti di forza sono la ridotta densità (inferiore del 40% rispetto alla fibra di vetro e del 20% circa rispetto a quella di carbonio), l’elevata resistenza a trazione e la notevole tenacità. Per queste fibre gli ultravioletti tendono a essere nocivi nel tempo e a ciò si pone rimedio utilizzando adatti rivestimenti superficiali. Il kevlar 29 viene impiegato nei materiali d’attrito e il 129 si usa per realizzare funi e giubbotti antiproiettile. Nei settori automotive e aeronautico viene maggiormente utilizzato il kevlar 49; lo troviamo, tra l’altro, nelle cinghie e nei pneumatici. Altri impieghi importanti di queste fibre si hanno nelle canoe da competizione, nelle vele per imbarcazioni, negli elmetti militari e nelle protezioni balistiche.
Larga diffusione hanno i compositi ibridi, realizzati utilizzando fibre diverse, in grado di “coniugare” al meglio le caratteristiche di entrambe. Si possono così impiegare tessuti costituiti, ad esempio, da fibre di carbonio e di kevlar. Oppure si possono utilizzare due o più strati sovrapposti di tessuti o di nastri, ciascuno dei quali è realizzato con una fibra differente. I compositi ibridi si usano tra l’altro per le scocche delle auto di Formula Uno e per le pale delle eliche degli elicotteri.
Come si producono
Per produrre i componenti in materiale composito si impiegano tecnologie particolari. In genere si utilizzano stampi nei quali si posizionano gli strati di tessuto impregnati di resina. Quest’ultima nella grande maggioranza dei casi è epossidica. Per fare avvenire la polimerizzazione si fa ricorso a un indurente, ovvero a un catalizzatore, che va mescolato con la resina nella corretta proporzione. La resina così attivata deve essere impiegata rapidamente (spesso addirittura nel giro di qualche decina di minuti). Si tratta di una sequenza di operazioni decisamente critica e davvero specialistica. Per semplificare le cose alcune ditte producono dei tessuti preimpregnati con resina attivata, detti prepregs, assai pratici da impiegare, che in genere vanno tenuti in freezer. In ogni caso si tratta di prodotti, forniti in rotoli, che devono essere impiegati entro un determinato periodo, dopo il loro acquisto; in altre parole, hanno una ben precisa “shelf life”, chiaramente indicata dal fornitore.
Benché ci siano dei prodotti che polimerizzano a temperatura ambiente, nella maggior parte dei casi il ricorso al calore è fondamentale. Anche l’applicazione di una certa pressione è in genere necessaria; per questa ragione, quando si tratta di realizzare componenti dalle elevate caratteristiche meccaniche e della massima affidabilità, si fa ricorso a una autoclave.
Serbatoio in fibra di carbonio
Dopo avere posizionato e sovrapposto come necessario i vari strati di tessuto (assai meno frequentemente si impiegano dei feltri, detti mats) occorre procedere in modo da ottenere la totale impregnazione delle fibre da parte della resina, da espellere completamente l’aria e da eliminare la resina in eccesso. Per fare questo si utilizzano diffusamente i vacuum bags, sacchi o teli in nylon o in PVC nei quali si crea una forte depressione mediante una pompa aspirante. In questo modo si “sfrutta” la pressione atmosferica, che va a premere uniformemente sul pezzo prima e durante la polimerizzazione della matrice. L’impiego di una autoclave si rivela assai più efficace e consente di fare ricorso a pressioni anche elevate, effettuando inoltre l’intero processo con un accurato controllo dei parametri in gioco.
Un tipico ciclo di “curing” (ovvero di polimerizzazione e reticolazione della matrice) ha una durata di alcune ore e, nella fase principale, prevede una pressione dell’ordine di 5-8 bar e una temperatura di 140-180 °C.
In aggiunta alla polimerizzazione in autoclave, a quella alla pressa, con uno stampo e un controstampo, a quella in forno a pressione atmosferica (con i soli vacuum bags) e alla formatura manuale (wet lay-up), vanno segnalate due importanti tecnologie sviluppate specificamente per la realizzazione di componenti in composito. La prima è detta filament winding e prevede l’avvolgimento su di un mandrino rotante di filamenti o di nastri che escono da una testa traslante. Largamente automatizzato, questo processo viene impiegato per realizzare componenti come bombole, alberi cavi e pale di eliche per elicotteri. La seconda è la pultrusion, una estrusione per trazione, che si effettua in macchine automatiche e consente la realizzazione di laminati e profilati dalle ottime caratteristiche.
Abbiamo notato che stai usando uno strumento che blocca gli annunci pubblicitari
Disattiva l'Ad Blocker e naviga gratuitamente
Dopo aver disattivato l'Ad Block
Abbonati per navigare senza pubblicità
Disdici quando vuoi
Come disattivare l'Ad Blocker
Fai clic sull'icona dell'estensione per il blocco annunci installata sul tuo
browser. In genere l'icona si trova nell'angolo in alto a destra dello schermo. Potrebbero
essere installati più blocchi annunci.
Segui le istruzioni per disattivare il blocco annunci sul sito.
Potresti dover selezionare un'opzione del menu o fare clic su un pulsante.
Aggiorna la pagina seguendo le istruzioni o facendo clic sul pulsante
"Aggiorna" o "Ricarica" del browser.





![Novità BMW R12 G/S: è lei la Adventure che stavamo aspettando? [VIDEO]](https://img.stcrm.it/images/43354065/400x/plenitude-2.jpeg)

![MotoGP. Ducati 2024-2025, i dettagli tecnici [GALLERY]](https://img.stcrm.it/images/41894885/400x/foto-ducati-06.jpeg)
![Hai la MOLLA giusta? Andreani Group ci spiega come sceglierla correttamente! [VIDEO]](https://img.stcrm.it/images/41170255/400x/andreani-group.jpeg)
