Di quando in quando, nei nostri servizi tecnici, si accenna ai procedimenti produttivi, ad esempio parlando di Vacural, di pezzi forgiati o sinterizzati e via dicendo. Sembra quindi opportuno fare un quadro riassuntivo, con una descrizione sintetica delle diverse tecnologie impiegate per la fabbricazione dei nostri motori.
Gli organi meccanici possono essere ottenuti fondamentalmente per fusione, colando il metallo liquido in apposite “forme” o stampi, o per forgiatura. Solo in un numero decisamente ridotto di casi si fa ricorso alla sinterizzazione o si ricavano i pezzi dal pieno, partendo dalla barra o dalla lastra, mediante lavorazione alle macchine utensili. Quest’ultimo procedimento è tipico di realizzazioni piuttosto particolari (ridotti numeri di produzione, alcune parti da corsa, componenti per prototipi). Pure i pezzi forgiati o ottenuti per fusione vengono poi lavorati, onde raggiungere le corrette dimensioni, la geometria definitiva e anche per conseguire la prevista finitura superficiale, ma l’asportazione di materiale è decisamente modesta; quello che si asporta è soltanto il cosiddetto “soprametallo”.
La scelta della tecnologia produttiva
La scelta della tecnologia produttiva da impiegare assai spesso è obbligata. L’acciaio fonde a una temperatura molto alta e in genere scorre piuttosto male, allo stato liquido. È invece molto duttile, una volta portato ad alta temperatura. Il procedimento che si utilizza con questo materiale è quindi la forgiatura. Solo pochissimi particolari, e in genere di piccole dimensioni, vengono realizzati per microfusione. Le bielle e gli alberi dei motori da corsa spesso sono ottenuti per lavorazione dal pieno. In tutti gli altri casi, che sono poi quasi la totalità, i pezzi in acciaio vengono forgiati.
I componenti in lega di alluminio, invece, possono essere realizzati per fusione o per forgiatura (anche se in genere le leghe hanno composizioni leggermente diverse nei due casi). Inoltre, data la temperatura di fusione relativamente bassa e la grande fluidità allo stato liquido, consentono di fare ricorso a tutte le tecnologie fusorie disponibili, ciascuna delle quali ha i suoi punti di forza e i suoi punti deboli e quindi il suo campo di impiego ottimale.
La colata in terra
Le anime, necessarie per realizzare le cavità interne, sono di norma in sabbia agglutinata
La colata in terra si effettua versando il metallo liquido in una cavità (per ottenere la quale si impiega un apposito modello) ricavata nella sabbia, debitamente addensata e compattata. Il modello è permanente e può essere in legno, resina o metallo; viene realizzato tenendo conto del ritiro che il metallo subisce in seguito alla solidificazione e al raffreddamento fino alla temperatura ambiente. Dunque, è leggermente più grande del pezzo che viene prodotto. Spesso è in più parti, che ne consentono la rimozione dalla sabbia senza danneggiare l’impronta anche in presenza di geometrie molto complesse. Per ottenere delle cavità interne si impiegano delle anime, in genere realizzate con sabbia agglutinata, che vengono distrutte agevolmente dopo la solidificazione del pezzo.
La colata in terra non comporta la realizzazione di costosi stampi metallici e sotto l’aspetto economico si presta ottimamente alla realizzazione di parti prodotte in numeri limitati. Inoltre, consente di apportare eventuali modifiche in tempi brevi e con notevole facilità. Per queste ragioni si impiega prevalentemente per produrre basamenti, teste e cilindri destinati a prototipi o a mezzi da competizione. Le caratteristiche meccaniche che si ottengono sono buone.
Formatura a guscio
Strettamente imparentata con la colata in terra è la formatura a guscio, più nota come shell molding o processo Croning, che può essere agevolmente automatizzata e che si presta alla produzione di parti che in genere non hanno dimensioni elevate. Prevede la realizzazione di un guscio in sabbia-resina in due parti, con impronta che viene ottenuta grazie a due placche-modello in metallo.
Microfusione e processo last-foam
Altri due procedimenti fusori che prevedono la creazione di una cavità in uno stampo a perdere (in sabbia o materiale ceramico) sono la microfusione (investment casting), praticamente eguale al sistema a cera persa descritto qualche secolo fa da Benvenuto Cellini, e il processo lost-foam, con impronta ottenuta mediante modello in polistirene, che fonde all’arrivo del metallo liquido. Hanno un discreto impiego per la produzione di parti in lega di alluminio destinate al settore automobilistico, mentre sono utilizzati raramente in campo moto.
Colata in conchiglia
Basamento con blocco cilindri closed deck, ottenuto per colata in conchiglia e con impiego di anime in sabbia per realizzare i passaggi acqua
Nella colata in conchiglia l’ingresso del metallo fuso nella cavità (ricavata all’interno di uno stampo metallico) può avvenire sotto l’azione della gravità oppure sotto una bassa pressione. Il primo procedimento è quello più largamente impiegato. Consente di ottenere parti dalle caratteristiche buone, data la possibilità di gestire accuratamente la solidificazione del materiale e data la modesta presenza di porosità interne nel pezzo finito. Il costo degli stampi in acciaio è però elevato e per essere ammortizzato richiede numeri di produzione piuttosto considerevoli. Questo procedimento fusorio, che può essere automatizzato in considerevole misura, viene impiegato per produrre basamenti, teste e cilindri. La maggior parte dei pistoni di serie (fanno eccezione solo quelli dei motori di potenza specifica particolarmente elevata, che sono generalmente ottenuti per forgiatura) viene realizzata con questa tecnologia. Pure in questo caso si possono ottenere cavità interne utilizzando delle anime in sabbia, che vengono poi agevolmente distrutte all’atto dell’estrazione.
La colata in conchiglia a bassa pressione comporta costi più alte, ma permette di ottenere parti dotate di caratteristiche meccaniche particolarmente elevate. Questo procedimento viene impiegato soprattutto dai tedeschi. La BMW lo utilizza per i basamenti delle sue bicilindriche boxer, che nella maggior parte dei modelli svolgono una funzione strutturale di importanza fondamentale, a livello di ciclistica, sostituendo in pratica la parte principale del telaio.
La pressofusione
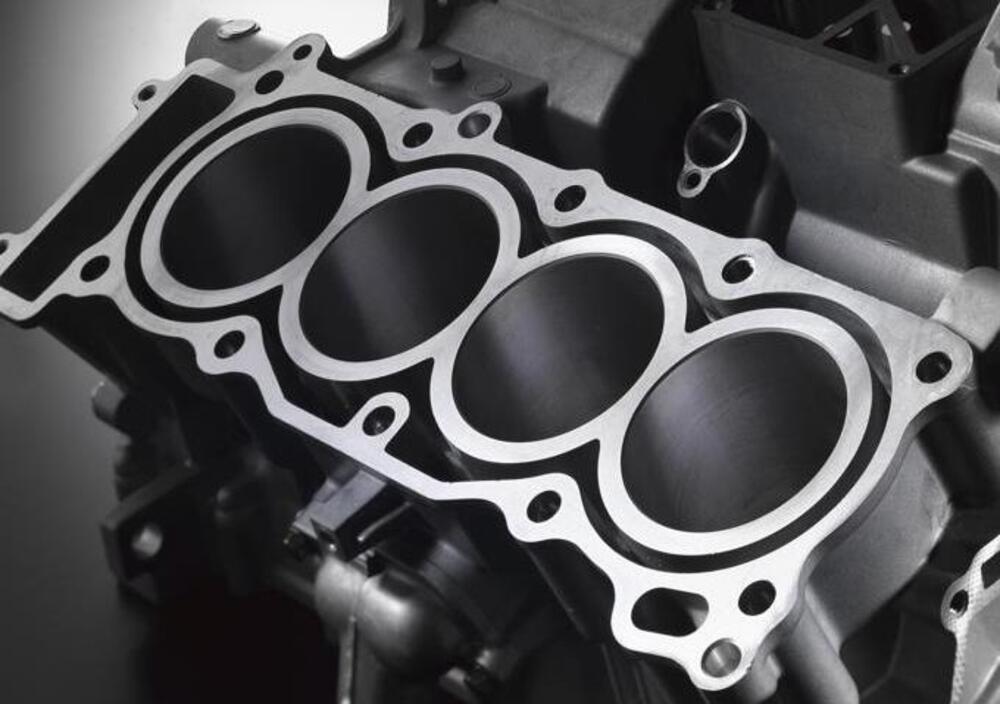
Con la pressofusione si possono realizzare solo blocchi cilindri con struttura open deck, come questo
La pressofusione comporta costi iniziali ancora più alti e quindi si presta a volumi di produzione molto elevati (numerose migliaia di pezzi), per i quali risulta assai conveniente sotto l’aspetto economico. Prevede l’immissione del metallo liquido nello stampo di acciaio sotto elevata pressione (da 350 a 1000 bar, generalmente) e con grande rapidità. La produttività è ottima e tanto la precisione dimensionale quanto quella geometrica, come pure la finitura superficiale, sono molto buone. I limiti di questa tecnologia sono però considerevoli. Il materiale presenta numerose piccole porosità interne causate dall’aria che rimane intrappolata (non fa a tempo ad uscire dalla cavità dello stampo e inoltre il metallo entra con moto turbolento), che ne peggiorano le caratteristiche meccaniche e rendono molto difficile la saldatura e addirittura impossibile il trattamento termico. Non si possono realizzare sottosquadri o cavità interne, dato che le anime in sabbia agglutinata verrebbero distrutte dall’arrivo del metallo liquido. È per questa ragione che i blocchi cilindri ottenuti per pressofusione sono invariabilmente del tipo open deck.
Procedimenti sottovuoto
Di recente sono state sviluppate delle varianti della pressofusione di notevole interesse, che consentono di superare in larga misura o addirittura del tutto alcune di queste limitazioni. Sono così comparsi procedimenti sottovuoto, come il Fondarex e il più sofisticato ed efficace (ma costoso) Vacural, nei quali l’aria viene aspirata dalla cavità dello stampo all’atto della iniezione del metallo fuso, col risultato di ridurre al minimo la presenza di porosità nel pezzo finito, che può anche essere sottoposto, in tal modo, al trattamento di bonifica (T6).
Altre tecnologie apparse negli ultimi anni prevedono la colata in conchiglia a media pressione (30 – 70 bar), con velocità di riempimento dello stampo relativamente modesta (dell’ordine di 0,5 – 2,5 metri al secondo), il che consente di impiegare anime ceramiche per realizzare le cavità interne. Il procedimento HNDC impiegato dalla Honda è una variante di questa tecnologia.
Lo squeeze casting
Lo squeeze casting prevede una immissione del metallo liquido nello stampo a bassa velocità (inferiore a 1,5 metri al secondo, indicativamente) e subito dopo una messa in pressione, che viene mantenuta durante tutta la solidificazione. Non consente l’impiego di anime in sabbia, ma permette di ottenere pezzi dalle eccellenti caratteristiche. La bassissima porosità rende inoltre possibile il trattamento termico. Questo procedimento viene impiegato anche da alcuni costruttori di pistoni tedeschi e giapponesi.
La tecnologia che può essere ritenuta un vero e proprio anello di congiunzione tra la fusione e la forgiatura è la colata in semisolido, in particolare nelle varianti denominate thixocasting e thixomolding. La impiegano ancora in pochi, ma non ci sono dubbi sul fatto che abbia un grande futuro.
Abbiamo notato che stai usando uno strumento che blocca gli annunci pubblicitari
Disattiva l'Ad Blocker e naviga gratuitamente
Dopo aver disattivato l'Ad Block
Abbonati per navigare senza pubblicità
Disdici quando vuoi
Come disattivare l'Ad Blocker
Fai clic sull'icona dell'estensione per il blocco annunci installata sul tuo
browser. In genere l'icona si trova nell'angolo in alto a destra dello schermo. Potrebbero
essere installati più blocchi annunci.
Segui le istruzioni per disattivare il blocco annunci sul sito.
Potresti dover selezionare un'opzione del menu o fare clic su un pulsante.
Aggiorna la pagina seguendo le istruzioni o facendo clic sul pulsante
"Aggiorna" o "Ricarica" del browser.










![MotoGP. Ducati 2024-2025, i dettagli tecnici [GALLERY]](https://img.stcrm.it/images/41894885/400x/foto-ducati-06.jpeg)
![Hai la MOLLA giusta? Andreani Group ci spiega come sceglierla correttamente! [VIDEO]](https://img.stcrm.it/images/41170255/400x/andreani-group.jpeg)
